



TPX简称PMP(中文名是聚甲基戊烯)介绍
#winplax ·2025-10-29 10:44:42

1、TPX是日本三井化学株式会社所生产的4-甲基戊烯(4-methylpentene-1)的聚合物,TPX是其商品名,化学名称为Methyl pentene copolymer,简称PMP(中文名是聚甲基戊烯)。
2、发展历史:
TPX最早是由英国ICI在1965年所开发出来,并于1968年开始商业化量产。
日本三井石油公司(即现今的三井化学公司)取得ICI的授权,亦于1973年开始生产TPX并进入市场。
目前,三井化学公司(Mitsui Chemicals, Inc.)为世界上唯一的TPX制造商。
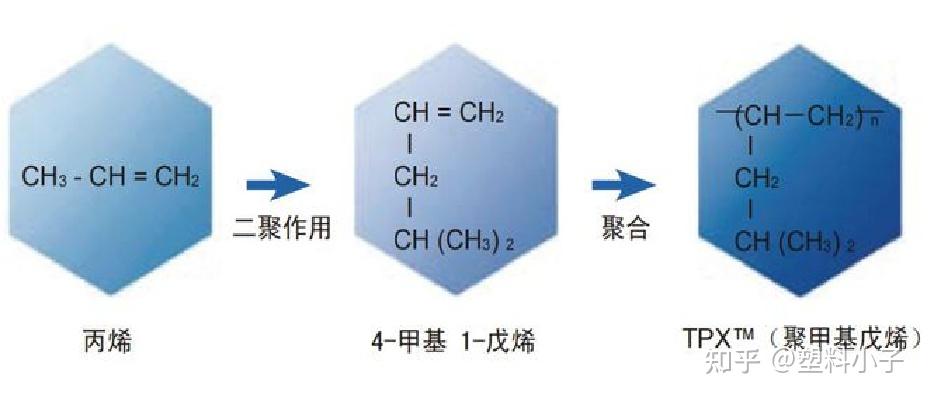
3、TPX(聚甲基戊烯)聚合演变路线
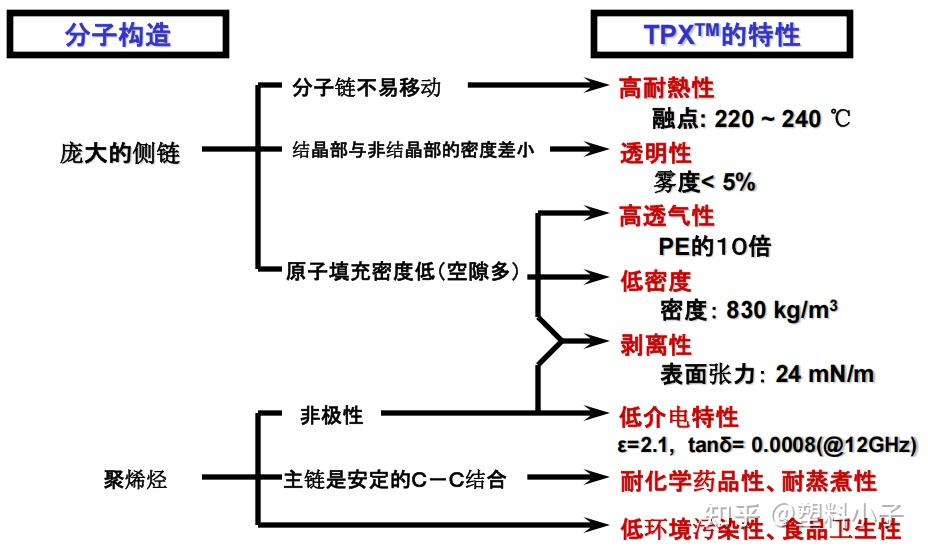
二、TPX的特性
1. 低导电率
TPX分子中无极性基,因此具有优异的电气绝缘性,介电常数ε = 2.1,并且tan δ = 0.0008(在12 GHz),因此TPX非常适合高频率领域的应用,这就意味着在将来的5G高频时代,它有着很好的应用潜力。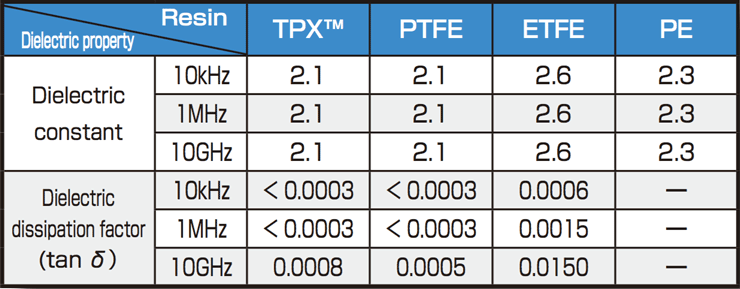
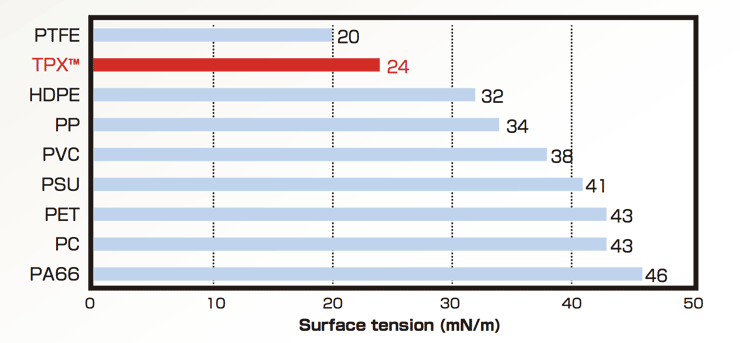
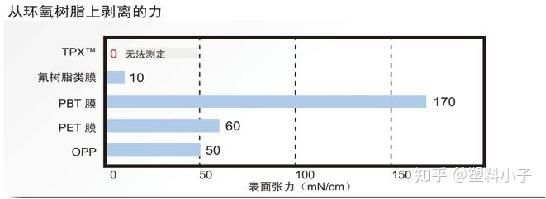
2. 易剥离性
由于TPX具有很低的表面张力,仅有24mN/m,这甚至比一些氟树脂低,与其他材料相比,TPX具有极好的易剥离性。
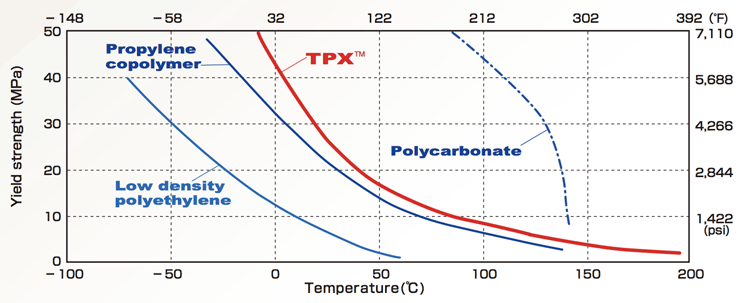
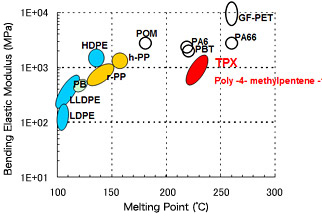
3. 耐热性
TPX的熔点在220℃-240℃之间,具有较高的维卡软化点,可在高温下使用,然而,它的热变形温度和聚丙烯几乎一样,所以必须特别注意有外加负荷的TPX应用领域。
4. 耐化学药品性
由于稳定的C-C键,TPX显示了优良的耐化学药品性,甚至比聚碳酸酯或丙烯酸树脂更好。

5. 低密度
TPX是热塑性树脂中密度最低的(833kg/m3)。
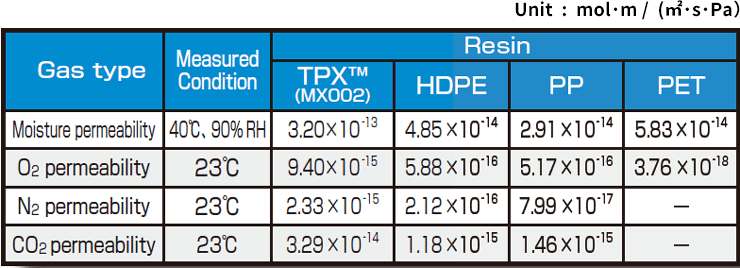
6. 透气性
TPX有很好的透气性(是PE的10倍),这使得它成为气体分离应用,例如渗透膜,隔膜和孔状纤维等方面。

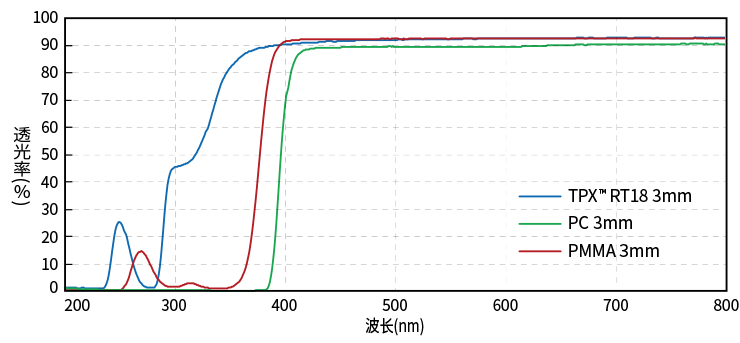
7. 透明性
TPX虽然是结晶性树脂,但是具有高透明度(雾状度<5%),透光率>93%。
8. 食品卫生性能
食品级TPX复合日本通告号370、日本卫生烯烃与苯乙烯塑料协会自愿性标准、美国FDA法规及欧盟法规,它们可以用于食品包装和微波炉用餐具。
9. 耐蒸汽性
TPX作为聚烯烃显示了非常低的吸水性,因此产品的尺寸几乎不因吸收水分而改变。此外,TPX在沸水中不水解。
10. 低折射率
TPX的折射率仅1.463 n D20 ,低于氟树脂或其他透明树脂。所以,要求低折射率的材料时,TPX是最好的选择。
三、TPX的牌号

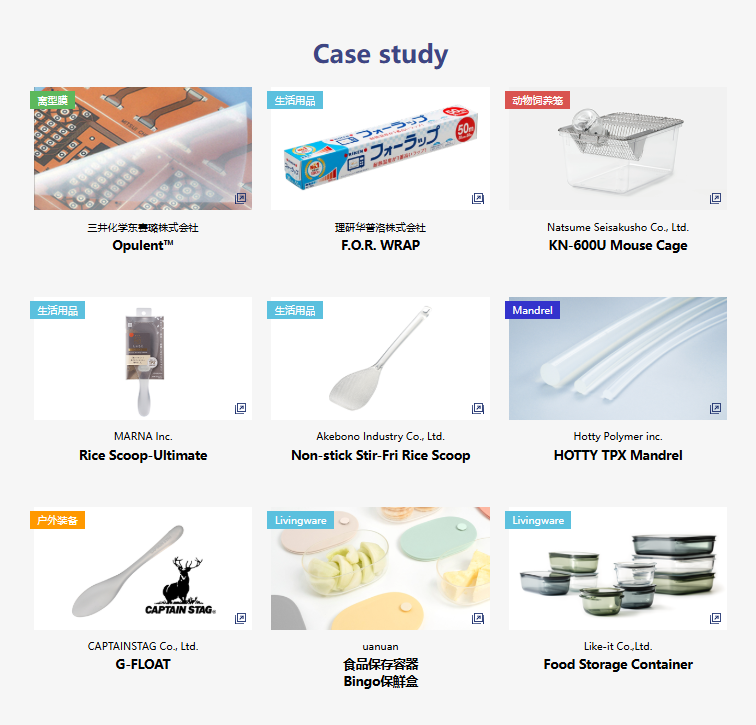
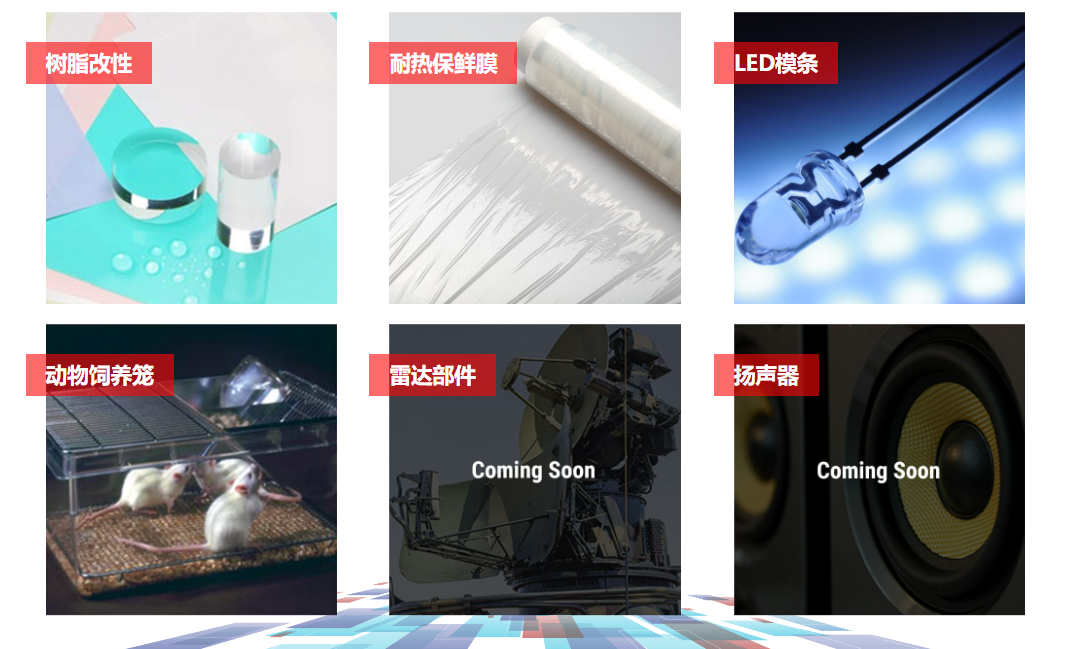
四、TPX的应用
易剥离性:相关应用:食品容器、FPC离型膜
透明性:相关应用:食品容器,动物饲养笼,实验器具
耐化学药品性:相关应用:实验器具
透气性:相关应用:中空纤维
低密度:相关应用:食品容器,动物饲养笼
耐蒸煮性:相关应用:中空纤维,实验器具,动物饲养笼
PX材料在5G领域的应用
TPX材料综合性能优异,可用于电子电器、医疗器械、食品容器、化妆品容器、薄膜、电子烟等多领域。
1. 高频连接器绝缘子
TPX材料具有优异的电气绝缘性,低介电常数及介电损耗,具有与氟树脂不相上下的低介电特性,可用于5G通讯基站射频端绝缘子。
与PTFE

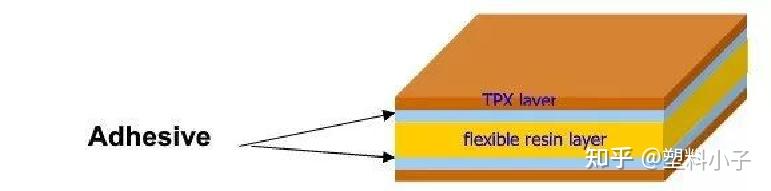
2、FPC压合离型膜
在电子封装业中,常会使用到一些可耐热的离形纸或膜。TPX耐高温阻胶离型膜具有良好的耐温性,填充性和易剥离性,用于FPC软性电路板压合时,可以有效地提高了FPC柔性电路板的合格率。
3、其他应用

五、TPX成型
◆因为TPX™不吸水/湿,如果在一般状态下保存,那么加工之前没有必要干燥TPX™。
◆由于TPX™的熔点高,一般加工时需要300℃左右的高温。对于模具设备来说,最基本的要求就是要达到这样的温度。
◆为了控制或者说减少TPX™的分解,推荐在成型加工时在料桶处供应氮气。
◆和PC,PMMA以及其他非结晶树脂不同,TPX™是结晶性的,因此表现出更大的成型收缩率。也因此在将为其他树脂已设计好收缩率的模具转用为加工TPX™时需要特别注意。
◆在开始加工TPX™之前,请确保在您的机器内没有其它树脂残留。实际上,在注塑成型中,很少量的其它树脂也会由于污染导致产品外观的削弱。推荐先用热熔融指数的PP净化设备再使用TPX™。
■ 注塑成型
当TPX™在熔融状态时粘性急剧降低。因此对于注塑成型最合适的是点浇口。这样有助于减少浇口部分的变形和应力。对于薄壁产品我们强烈建议使用偏心浇口来避免翘曲。TPX™通常的注塑温度在290℃到310℃之间。下限280℃,上限320℃。为了很好地控制,一般建议测量树脂的实际温度。因为TPX™在熔融状态的粘性很低,我们强烈建议注塑时要低速低压,来减少应力。模温一般设定在20℃到60℃的范围。
■ 挤出成型
因为TPX™需要大量的能量来熔化,所以强烈建议使用长径比至少28,最好是30或32,至少有4个加热区的挤出机。为了TPX™加工的便利,也需要特殊的螺杆设计。如果需要,三井化学可以帮助您找到合适您的机器的最优螺杆设计。有时预热TPX™粒子也是有帮助的。
■ 吹出成型
因为TPX™在熔融后粘性急剧降低,TPX™的吹出成型相对比较困难,并且限定于直接吹出成型加工。同样的原因,无
法注射吹出成型。还需要提到的是,吹出成型的TPX™产品的透明性要比注塑成型品差。
■ 二次加工和着色
由于TPX™的表面张力非常低,必须要用诸如电晕,烧灼,负离子等方式预处理,再进行印刷,涂布或者贴合。此外,
由于TPX™的机械强度低,不适合机械加工。TPX™可以用干混方式着色,最好的着色方式是使用基于TPX™的色母粒。然而,需要确保所选的颜色具有耐热性,要超过TPX™的成型温度。
备注:以上资料来源于塑料小子整理的三井化学资料